联系我们
联系人:李辉
邮箱:85048765@qq.com
办公地址:广东省东莞市南城区丰硕广场1902




特别说明:本案例部分内容涉及机密。为防止泄密将对敏感数据内容进行模糊化处理。
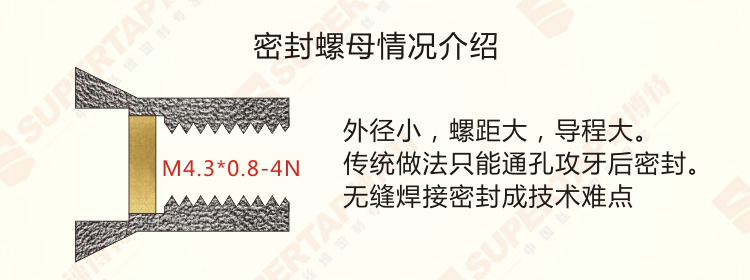
情况介绍:
一直以来,由于焊接技术不够精密,我国飞机表面的密封铆钉螺母,一直从国外采购。一定程度上使得我国航空发展处于被动地位。为打破这种被动,我们必须研发自己的飞机表面密封铆钉螺母。
首先,介绍一下铆钉螺母的形式,由于该铆钉密封螺母是钛合金制造的四线头,外径小,螺距大,导程大。(如图)
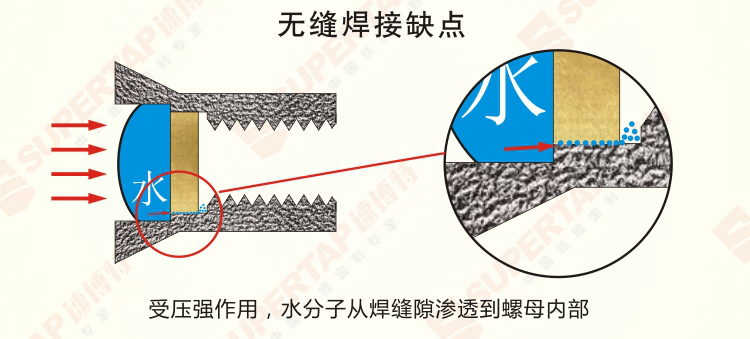
国外传统做法 (如图 )

国外的密封焊接技术虽然很高超,但毕竟是有焊接口的,即便是焊接缝隙达到纳米级,它依然是有缝隙的。当飞机在雨天,雾天和高空云层中以音速或者超音速飞行时,铆钉螺母杯口里面的积水相当于受到数以吨计的压力挤压,水分子会从细微的焊接缝隙中渗压到飞机内部,长久以往,便会导致飞机内部积水生锈,为防止问题发生,只能定期更换密封铆钉螺母。
为了解决这个问题,工程师设计出了整体满孔密封铆钉螺母。该螺母由整体航空材料造成,没有焊接点,达到真正意义上的完全无缝。
示意图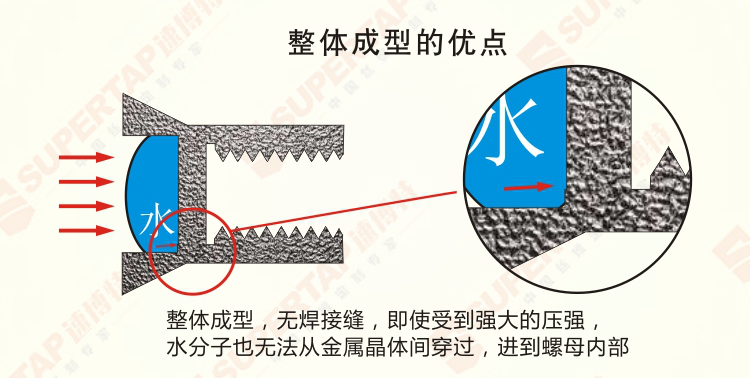
为达到技术要求,该螺母的内螺纹设计为:外径小,螺距大,导程大,材质为特殊航空材料。该螺母加工难度极其大。首先,孔径小,导程大,牙刀角度无法到位,因此无法CNC车牙加工。市面上各种材质的丝锥也无法承受如此巨大的扭力。在使用我司定制丝锥以前,该密封铆钉螺母的螺纹加工的刀具成本平均6-8元,螺纹加工平均时长为8-10分钟。使用我司定制的丝锥以后,螺纹加工的刀具成本约为两元螺纹加工的平均时长为15秒。为该产品的批量生产打下坚固的基础。
此产品的研发不仅仅代表我司丝锥定制技术的高点,也意味着我司在中华民族伟大复兴的强国之路上面,出了一份属于我们自己的一份绵薄之力。
