联系我们
联系人:李辉
邮箱:85048765@qq.com
办公地址:广东省东莞市南城区丰硕广场1902




情况介绍:
该厂家生产的螺纹接头需要在高压情况下保证密封良好不泄漏,因此螺纹要求极其严格。螺纹需要放大60倍检测,检测其牙型形状,完整无不规则变化。牙型角度,60度正负0.15度。牙面光洁,度正反两面0.8。
配图 完美牙型配图。
为了能让产品的螺纹达到如此严格的检测标准,该厂家的螺纹一直采用CNC车牙。生产效率极其低下,一个小时只能生产4到5个产品。成本一直高企不下。
工程师为了提高生产效率,想用丝锥攻牙的方法替代车牙。然而工程师试遍了全世界各国家顶级的丝锥生产厂家的丝锥以后,都没有找到一个丝锥攻出来的牙能达到他们的检测标准。
于是工程师想能否定做专用丝锥来解决问题,因为接头的螺纹都是标准尺寸的,以前试用的不管是哪个国家的顶级品牌,都是市面上的标准产品。如果根据客户的产品要求和加工状况,定制专用丝锥也许能达到检测标准。
在机缘巧合的情况下,工程师找到了我们公司。我司初步了解情况以后定做了几款丝锥,都没法百分百达到客户要求。
正当经过几次的失败经验(其中历时超过一年),我们找到了丝锥攻牙问题所在为CNC加工过程中轴向微量偏差造成的时候,厂家却放弃用丝锥攻牙的技术(因为有太多刀具供应商过来试刀,都以失败告终),并且同行朋友也劝告我们说这种要求丝锥攻牙根本无法达到。在此情况下,我司研究决定,该项目技术继续研发。
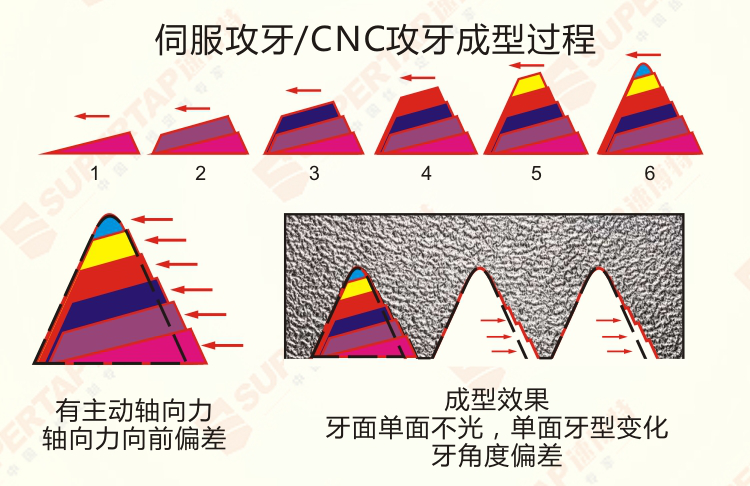
附图:
加工中心攻牙有偏差,导致牙形变化。
经过几个月的不断实验。我们最终做出了能够修正轴向力偏差的丝锥攻出完美的牙型。当我们把用我们研发的丝锥攻出来的牙的产品送到厂家的时候,工程师无法相信那是丝锥攻出来的效果,当即上机试刀,当看到效果一样时,工程师对我们的工匠精神以及坚韧意志表示彻底的折服。
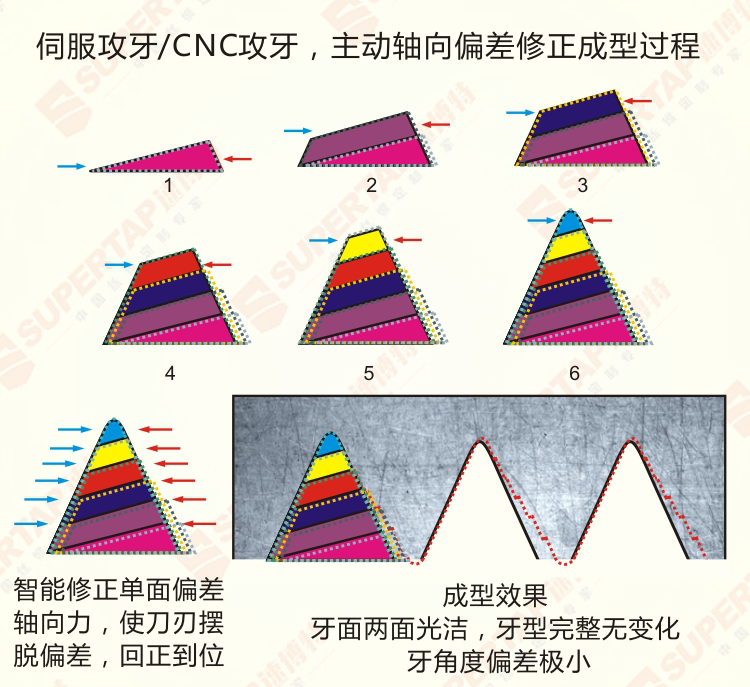
附图:
轴向力偏差修正图
此技术的研发意味着我司在丝锥攻牙质量技术上,已经走在世界的领先地位。
